Forums » Hardware development »
 What PWM frequency
What PWM frequency
Added by peteruithoven almost 13 years ago
Hi guys,
How can I discover which PWM frequency I should pick?
I added the info + config file on the list of lasercutters, under Fablab Amersfoort.
http://redmine.laoslaser.org/projects/laos/wiki/A_list_of_users_with_LAOS_converted_lasercutters
I'm mostly asking because I find the difference between 1% power and 100% power very small.
This is a test pattern. From left to right I increase the power from 1 to 100 and from top to bottom I decrease the speed, from 100 to 1. 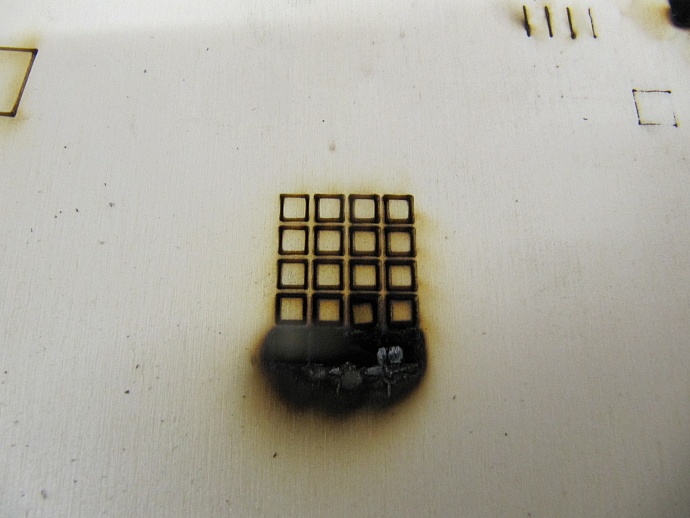
This is the test pattern:
http://redmine.laoslaser.org/attachments/download/246/testpattern.ls (laserscript)
Let me know if you need more info.
Thanks in advance.
Replies (7)
 RE: What PWM frequency
-
Added by hugomeiland almost 13 years ago
RE: What PWM frequency
-
Added by hugomeiland almost 13 years ago
Hi Peter,
I had the same problem with the original resistor value of 470 Ohm; As you can seen on the wiki, I've increased this with an additional resistor to about 1100 Ohm. This give me much better results...
Hope this helpes!
Hugo
RE: What PWM frequency
-
Added by peteruithoven almost 13 years ago
I've seen that, thanks for sharing, so yesterday I also changed also changed the resistor. I changed it to 1kOhm because I couldn't find a 1.1KOhm resistor but it didn't seem to have that much influence. (Next to that I also upgraded the firmware).
My question was raised because I use a frequency of 1000, just like the config example for hpc3020, but the generale config example has a frequency of 20000 which is a lot more.
RE: What PWM frequency
-
Added by hugomeiland almost 13 years ago
There is a little trick with lasers, that is you can use a specific frequency to charge the laser and give much more powerfull pulses in stead of a constant beam on nominal power. I haven't tried this yet, but it would be interesting to experiment with this. Unless this is used the frequency setting doesn't seem to have much use for now...
If anyone has pointers to additional info on using the lasers in a pulsed fasion, please let me know!
Hugo
RE: What PWM frequency
-
Added by peteruithoven almost 13 years ago
We also have a Morntech laser which has a dot mode next to the regular cut mode. In this dot mode you can specify a dot interval and dot time, next to the normal power. In this mode you can get to thicker material because a laser is stronger when it's starts, so by having it start over and over again it's more powerful. Or that's what I understood from Jaap.
Visicut let's you specify a frequency, but it's very unclear if this value is actually used. And doing my testpattern it's probably not because than those kind of properties (like speed and power) are overrided by the script.
 RE: What PWM frequency
-
Added by peter almost 13 years ago
RE: What PWM frequency
-
Added by peter almost 13 years ago
Currently the pwm frequency from visicut is not used.
Only the config file setting is used.
Use 10000. To 20000 Hz to modulate the power.
Depending on the laser and power supply low frequency PWM (500 to 5000 Hz)
applied to the laser ON signal can help to increase peak power.
RF lasers also need a "tickle" pulse when the laser is OFF. This is typically a 5kHz
pulse with a length on 1 microsecond.
Some SW change is required to implement this. It is on the roadmap.
RE: What PWM frequency
-
Added by peteruithoven almost 13 years ago
Alright, and finding the right one between 10000 and 20000 just requires some experimentation?
Do properties of the lasertube influence this? Like it's age and strength?
Let's update the example hpc example config's, because they're set to 1000.
And why don't we use frequency from visicut?
If it's not supported and/or it's not possible it should not be shown in the ui of Visicut, just like purging and focus now only shows when the lasercutter supports it.
 RE: What PWM frequency
-
Added by KalleP about 12 years ago
RE: What PWM frequency
-
Added by KalleP about 12 years ago
There can be confusion with the frequencies referred to in laser controllers.
DC glass lasers¶
The PWM output of the LAOS and other controllers is a means to generate an analogue voltage (using the duty cycle) for controlling the power setting input of the laser powersuppy. This input on most of the cheaper HV PSUs will have some internal low pass filtering and be connected to some analogue voltage controlled circuitry. We must remember that the response time of a simple switched mode powersupply to changes in the setpoint cannot be better than a couple of cycles of the switcher circuit. This is why these HV DC powesupplies like to have a fixed voltage input to the power setting pin. This limits the speed that they can change power setting and makes these tubes usually incompatible with 3D engraving.
The frequency of the PWM signal is something that is usually set to optimise the ripple voltage on the generated analogue pin given the simple filtering that is in place. Because of this it has some minimum value that will work properly, going lower than this will not result in predictable behaviour. The powersupply will probably not be working within the design specs but should not be harmed, there may be some overshoot and poor regulation but the average power should be close to the average PWM signal. Setting the PWM frequency high (any value that is over the filter cut-off frequency) is convenient as it removes any ripple and is usually possible at no extra CPU power if one of the dedicated PWM output pins is used. If it is software generated then an increase in the frequency will cause CPU load. The rev.3 LAOS schematic shows the PWM output is not connected to the LASER PWM output. The rev.4 schematic I think was the same but I'm not sure. There was talk of using a dedicated MBED PWM pin for the LASER PWM but I cannot recall the outcome thought I have been reading the forum posts looking for the thread.
Certain glass tube manufacturers indicate that the tubes would have faster turn on times if they had a low pre-ionisation current (4% was quoted by one) on that will eliminate the high voltage strike pulse that is needed to get the tube normally ionised. None of the powersupplies I have looked at, seen advertised or read about support such a pre-ionisation current so while this could improve the rastering speed of the larger tubes it would still not make the power supply able to switch at the same rate as a HV tube nor would it allow for high speed analogue power level adjustment that is desired for simple 3D engraving.
RF Metal lasers¶
With these lasers there are typically two frequencies to ponder. The boring one is the RF carrier frequency that is used to capacitively couple the energy into the ionization cavity. This is of the order of 27.145MHz (this is the industrial RF heating frequency that is used for all sorts of applications and is useless for radio work due to the interference so industrial users are all on one of these set frequencies) but can be one of a few others frequencies. This high carrier frequency means that the power to the tube can be modulated by turning it on and off at a high rate and can also be amplitude modulated at tens of kHz. Because there is pretty low lag in the speed the gas can change ionisation level the response to the modulation on these tubes can be pretty high.
The frequency that is specified in the RF tube applications is the rate that the tube is pulsed, typically at full power with some set duty cycle that relates to the selected power output. This can therefore replace analogue modulation of the tube and achieve certain benefits over a low continuous output. For most cutting work it has been found that it is more efficient to drive the tube at a lower duty cycle at full power (the RF drive electronics are simpler if they are always just on of off) than at a lower continuous power output. The choice of frequency will cover a continuum of effects with certain jobs favouring certain frequencies.
From this we can see that 3D engraving is achieved by varying the desired power with a high pulse frequency but it is still a duty cycle/PWM system. I expect that there are certain powersupplies that could be made to set the analogue drive level and offer an alternate way of modulating the power if it was useful for 3D engraving.
Summary¶
In summary, the PWM setting on a DC laser shoud be very high to generate a smooth control voltage but not at the expence of CPU resources or switching losses or OPTO coupler swithcing speeds. My guess is that numbers between 1000 ans 50000 Hz would usually be equivalent if driven by a hardware PWM output pin. At the lower end id software PWM is being generated.
Kalle
--
Johannesburg, South Africa